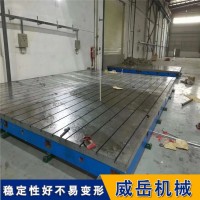
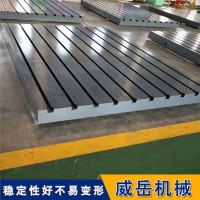
铸铁地板工作面采用刮研工艺,工作面上可加工V形、T型、U型槽、燕尾槽、和圆孔、长孔等。铸铁地板铸件壁厚尽量平均,降低熔渣粘性,进步铁液温度,降低熔炼时金属的吸气量。冷裂在铸铁地板铸件上有穿透或不透的裂纹主要是直的,开裂处金属表皮氧反应。不能激冷铸件。开型不能过早。
铸铁地板一般采用HT200-250的材料,在潮湿的环境下很容易生锈,因此在使用完平台后需要将平台的工作表面擦拭干净,用防锈油涂抹表面。如果长时间不使用,可以用黄油涂抹然后用油纸覆盖,务必平台的表面不生锈。在平台的使用过程中,应注意避免坚硬的工具敲打或碰撞铸铁地板的表面,来铸铁地板的精度。铸铁地板可以用木板制作一个平台罩铸铁地板的外包装也可,平台不使用时用罩把平台工作面罩住,防止水滴滴在铸铁地板的工作面上。
铸铁地板的优点是光滑的“轴承”面,不着土,无磁性。一律是坚硬的面。温度系数低,基本不受温度影响。耐潮不用涂油、不生锈、不褪色。几乎不用保养,能容易地清洁/擦拭,精度稳定性好。
根据有关资料对铸铁地板刮研介绍以及刮研测得数据,此工艺加工要求是可以达到的。外观上出现震纹,铸铁地板表面粗糙程度加大,影响精度,影响美观。而有了刮研这道工序后,就很少出现以上问题。防工作表面有小范围的局部畸变,来铸铁地板的使用精度。检查作表面的微观质量即微小峰谷的平面度,表面微观质量高,性好,才能试验平台的使用寿命。铸铁地板采用了人工刮研的工序。虽然人工刮研比较落后,但是对于铸铁地板来说,在铸铁地板精度要求比较高的情况下,是任何机械加工都不可以取代的一种加工工艺。为了提高铸铁地板的使用寿命,其工作精度,建议对铸铁地板刮研控制在0.02mm以上,这样可有较长的使用寿命和检定周期。
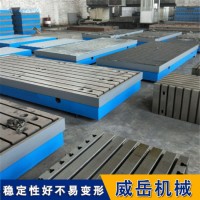
铸铁地板在生产过程中,会出现重量的偏差。往往铸铁地板的设计考虑到铸造误差和机械加工的误差,铸铁地板的重量误差一般不得超过10,超过10时,要对铸铁地板的质量做进一步的鉴定才可以确定此铸铁地板是否可以投入使用。铸铁地板在使用和加工中,应设置主支撑点和辅助支撑点,什么是主支点、辅助支点主支点是指铸铁地板在加工、检定和使用中与安装基面或支架接触时,用作主要支承的部分。
此时的支承力系是静止状态。为了铸铁地板的加工、检定、验收和使用时工作面准确度性而设置主支点,这将克服当前1000mm×750mm以上铸铁地板检定和使用出现平面度误差值不一致问题辅助支点是指铸铁地板在使用时,为了防止承载心的偏移而发生倾覆或因负载过大而产生的变形所增设的支点。辅助支点上的支力应小于主支点上的支力。铸铁地板主支点、辅助支点的设置是影响铸铁地板准确度保持性的重要因素。严格控制型砂机能和造型操纵,合型前留意打扫型腔。避免壁厚的突然改变,进一步提升芯砂的耐火度。
联系人威岳机械谢女士15350773479
原文链接:http://www.wusao.cn/chanpin/show-875.html,转载和复制请保留此链接。
以上就是关于铁地板系列|铸铁地板|试验铸铁地板|河北威岳全部的内容,关注我们,带您了解更多相关内容。
以上就是关于铁地板系列|铸铁地板|试验铸铁地板|河北威岳全部的内容,关注我们,带您了解更多相关内容。